
25年专注于模具研发、设计、加工



联系我们


如上所述,模具冷却系统要求根据塑件的形状、型腔内的温度分布等合理设计,但受模具上 各种结构(顶杆孔、型芯孔、螺钉孔、镶拼接缝等)的限制,只能在满足结构设汁的情况下开设 冷却水道。由于塑件的形状多种多样,模具结构 各不相同,冷却系统结构也是千变万化的,设计 者需根据真实的情况灵活掌握。
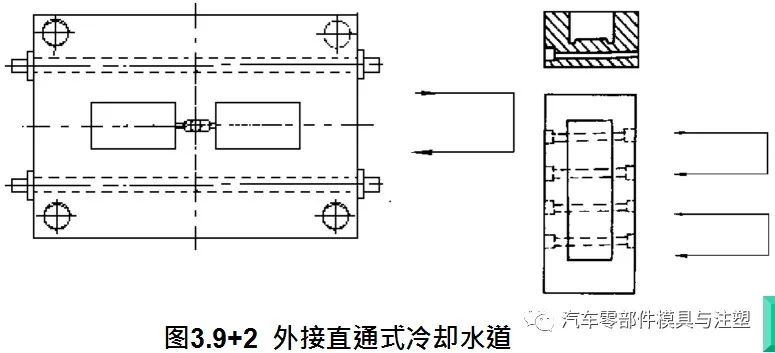
凹模直接加工在模板上的浅腔模具多采用外接直通式(图3.9+2)或平面回路式(图3-9-18、3-9-19、3-9-20)的单层冷却回路。
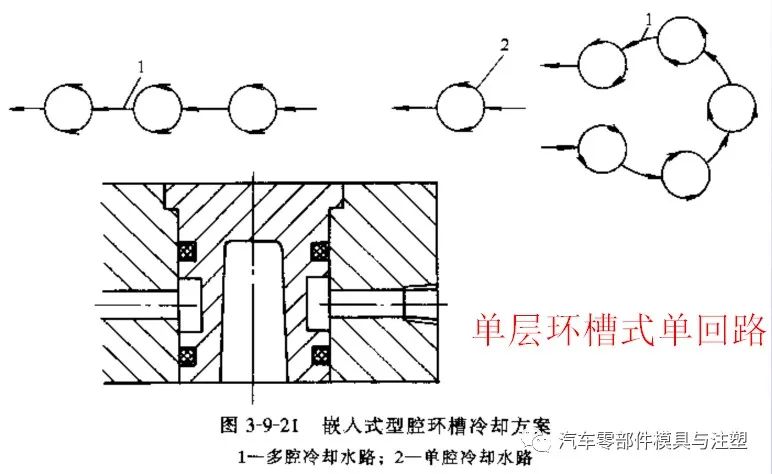
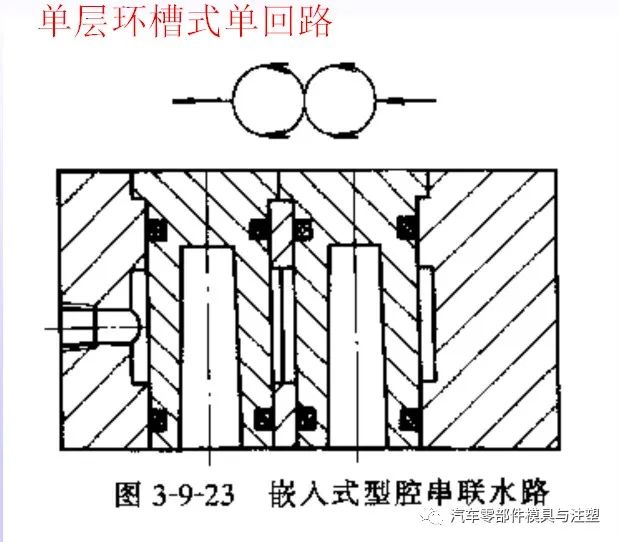
采用拼镶结构的模具多采用环槽式(图3.9+3、3-9-21、3-9-23).
外接直通式冷却水道是在模板上打直通孔与模外软管连接构成单回路或多回路。这种冷却水 道加工容易,但冷却水道不是围绕型腔设置,在成型的过程中,制品的散热不太均匀。
平面回路式冷却水道一般会用打相交直孔, 镶入挡板、堵头等控制冷却水流向的方法构成模内回路。
在模板上打孔将镶件或模板上的环形槽串连,构 成用于镶入式多腔模的环槽式水路。
采用圆形镶件镶拼的深腔模,在型腔镶件外表面加工螺旋槽,并将其进出口通过模板与模外连通,构成的螺旋式冷却水道(图3-9-22),相当于模内互连的多层冷却回路。
型腔直接加工在模板上的深腔模和非圆形镶件镶拼的深腔模,一般会用多层外接直通式或平 面回路式冷却水道(图3.9+4、图3.9+5) ,各层可各自独立,也可用软管在模外互连。
在圆形镶件外表面加工螺旋槽,并将其进出口通过模板与模外连通,构成螺旋式冷却水道 。
在塑件成型的过程中,型芯总是被温度高、导热性差的塑料包围着,型芯的热量很难通过自然 对流、辐射的方式散发。因此,型芯的散热问题比型腔更关键。也正是因为型芯被塑件包围,不 便与模外连通,所以型芯中冷却水道的设置也更困难。
对于直接加工在模板上的低矮型芯,采用加工在模板上的外接直通式或平面回路式单层冷却 回路,图3-9-9。
对于采用拼镶结构的低矮大型芯,可在型芯上加工平面回路式单层冷却回路,图3-9-10。
中等高度的较大型芯,可采用在型芯上钻斜孔的方法构成冷却回路,图3-9-11、图3-9-5d。
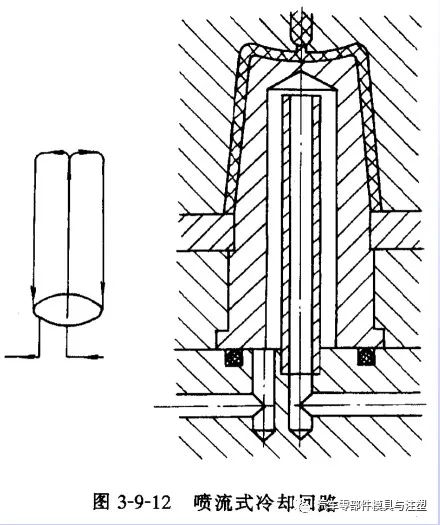
在型芯中间装一个喷水管,进水从管中喷出后再向四周冲刷型芯内壁,如图所示。
低温的进水直接作用于型芯顶部(中心进浇的浇口处),冷却效果好。这种方式特别适 合冷却细长的圆形型芯。
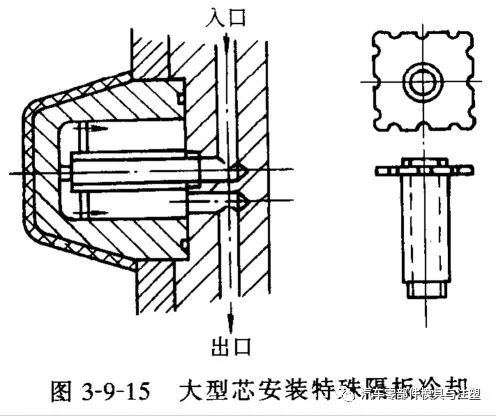
喷泉式冷却水道也可用于较粗大异型型芯的冷却, 方法是在喷水管出口端设一边缘开口的隔板,控制回水流向(图3-9-15) 。
喷泉式冷却水道不仅可用于单个小型芯,也可用于多个小型芯的串(并)联冷却。
科技】参评维科杯OFweek 2024中国工业自动化与数字化行业优秀生产性互联网企业奖
(深圳)有限公司荣获“维科杯·OFweek 2022中国人机一体化智能系统数字化工厂年度标杆企业奖”
本文由入驻维科号的作者撰写,观点仅代表作者本人,不代表OFweek立场。如有侵权或别的问题,请联系举报。
《2024 AI大模型推动新一代具身智能机器人产业高质量发展蓝皮书》正式发布!
全数会2024中国人机一体化智能系统数字化转型大会暨智能制造与机器人展览会圆满落幕!
科技创新,赋能数字未来 全数会2024(第五届)中国智能制造数字化转型大会盛大开幕!
TKH 集团大动作,收购 Liberty Robotics,引领3D机器视觉行业变革






